180-5185-7059

微信同号
扫码咨询
微信同号
扫码咨询
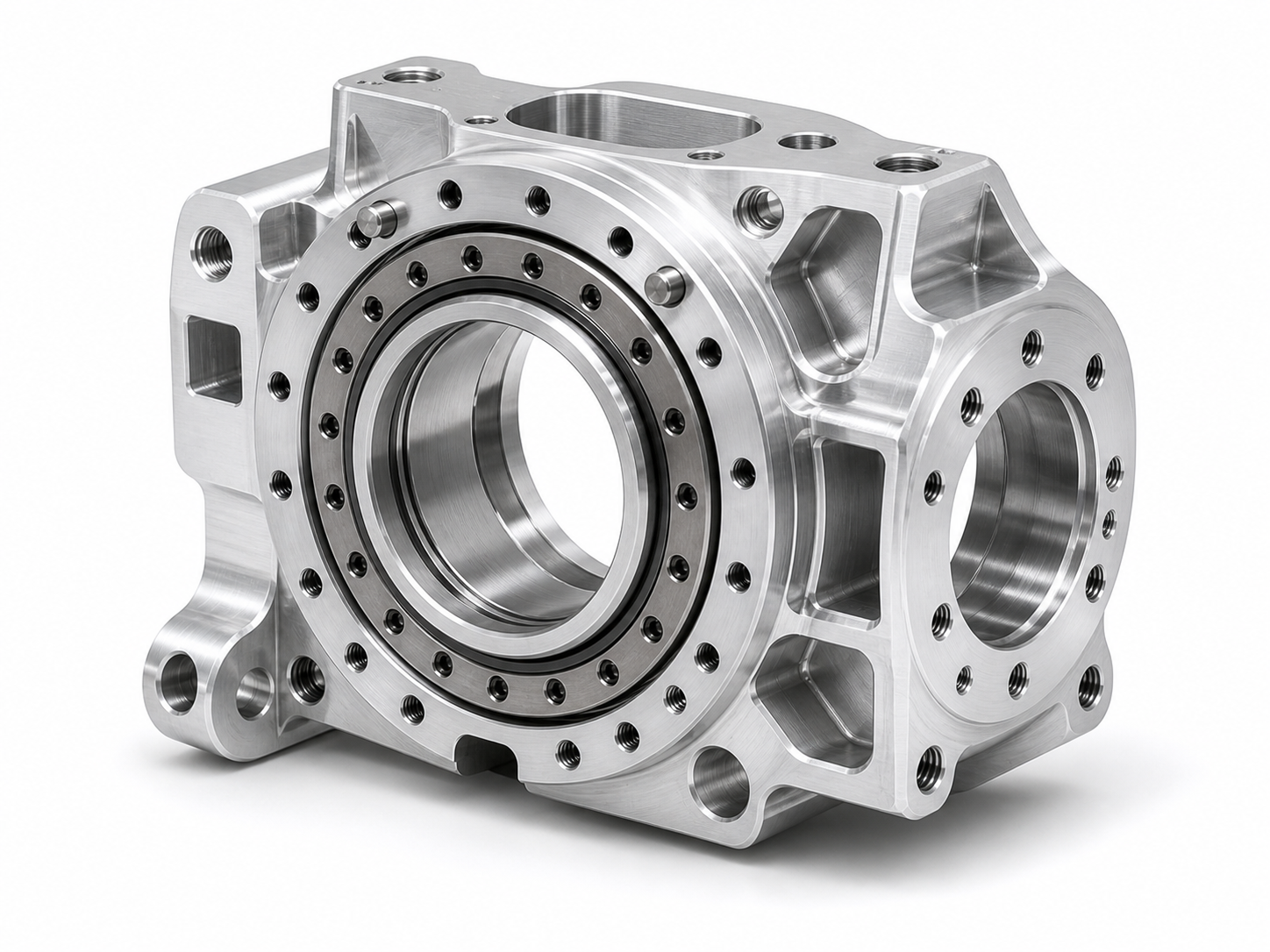
承接机器人关节轴承座精密加工项目,适用于工业机器人本体与末端执行器,支持不锈钢、CNC加工和钝化处理,关键孔位与装配尺寸可检测,支持小批量打样,上传图纸24小时内报价。
轴承座是机器人关节里最容易被低估的零件。设计评审时大家关注电机选型、减速器参数、控制算法,轴承座往往在最后才被提到。但轴承座的加工精度直接决定轴承的实际运行状态——孔径超差导致过盈或间隙不符,圆柱度超差导致轴承受力不均,表面粗糙度超标导致轴承安装配合面受损。这些问题不会在装配时立刻暴露,但会在使用过程中逐渐显现,最终缩短轴承寿命,影响关节精度。
我们长期服务人形机器人、工业机器人、协作机器人研发团队的轴承座加工需求。
我们承接的机器人轴承座类型
关节主轴承座是需求最集中的方向。关节电机输出轴和减速器输入轴的主轴承座,对轴承孔的尺寸精度、圆柱度、表面粗糙度三项同时有严格要求。轴承孔公差H6级,圆柱度≤0.005mm,表面粗糙度Ra≤0.8,我们每批主轴承座加工后三项关键尺寸复核,出货检测报告逐项记录。
输出端轴承座承受关节输出力矩产生的径向和轴向载荷,对轴承孔与安装面的垂直度要求严格。垂直度超差会导致输出轴在旋转时产生轴向窜动,影响末端定位精度。我们输出端轴承座加工后专项检测轴承孔与安装面的垂直度。
双联轴承座需要控制两个轴承孔的同轴度,同轴度超差导致轴在两个轴承之间产生附加弯矩,加剧轴承磨损。三轴分两次装夹无法稳定控制同轴度,必须用五轴或专用镗床一次完成两个孔的加工。
薄壁轴承座在轻量化设计的机器人上很常见,对壁厚和轴承孔精度同时有要求。薄壁降低了零件刚性,精加工轴承孔时容易因振动影响圆柱度,需要在加工时对薄壁区域增加辅助支撑。
微型轴承座在灵巧手和小关节上大量出现,轴承孔直径可能只有3-8mm,对加工设备精度和刀具选型要求极高,普通加工中心无法稳定达到要求。
轴承座加工的核心难点
圆柱度控制是最关键的指标。轴承孔的圆柱度决定轴承安装后的受力均匀性,圆柱度超差比直径超差对轴承寿命的影响更大。圆柱度不只是孔径的问题,还涉及孔的直线度和圆度,需要在精镗或精铰工序后专项检测,不能靠测直径来推断圆柱度。
我们加工机器人轴承座的标准是粗镗后留0.1-0.2mm余量,精镗或精铰到位,切削参数保守,主轴转速和进给量根据材质和孔径专门设定。加工后用CMM小直径测针专项检测圆柱度,不合格的不出货。
表面粗糙度Ra≤0.8是另一个控制重点。轴承孔表面粗糙度超标,轴承外圈安装时接触面积减少,局部接触应力增大,轴承寿命缩短。精加工阶段我们用粗糙度仪逐件检测轴承孔表面粗糙度,不靠视觉判断。
多孔同轴度在双联轴承座和多支点轴承座上是最难控制的指标。我们的标准处理方式是用五轴联动加工中心,在一次装夹中完成所有轴承孔的加工,消除多次装夹的基准转换误差。对于同轴度要求在0.01mm以内的高精度轴承座,在五轴加工后还需要安排精密镗削工序进一步提升同轴度。
热变形影响在精密轴承座上不能忽视。精加工阶段切削热会让零件产生微量热膨胀,加工时尺寸合格,冷却后尺寸收缩。我们车间温度控制在20±2℃,精加工前充分冷却,检测在零件恢复室温后进行,确保检测数据反映零件的真实尺寸。
材质选型
6061铝合金适合大多数常温工况的机器人轴承座,重量轻、加工性好、与轴承的热膨胀系数匹配较好。有耐腐蚀要求或需要电解抛光的场景换304不锈钢。高载荷关节的轴承座选7075铝合金,强度比6061高约40%-60%。极端精度要求或特殊工况选不锈钢,热膨胀系数更稳定。
交付标准
样件3-5天,小批量5-15天。支持单件打样,无最低起订量限制。图纸有加工难点,报价前提供DFM建议。
180-5185-7059
图纸报价咨询
扫码添加微信
备注"公司+姓名"
qiancj@laitujia.com
邮箱